Größerer und schnellerer Druck?
Heute habe ich versucht eines der drei Standbeine zu drucken.
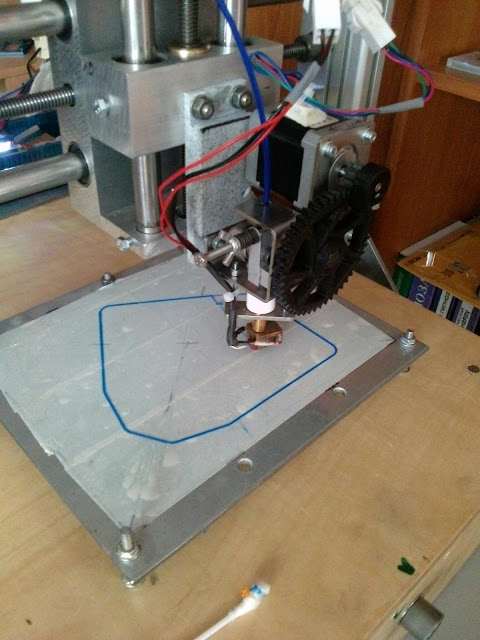



Nach ca 1 cm in der Höhe ist der A-Achsen Motor, d.h. der Schrittmotor für den Extruder auffällig heiß geworden. Die Einstellung in Mach 3 waren 230Steps/v=4000/a=2000; diese Einstellungen waren um mit "retraction-Filamentrückzug" zu fahren. Ich habe es nach sehr langem versuchen dennoch nicht hinbekommen, dass der Motor das Filament zurückzieht ohne dabei irgendwelche Probleme bei hohen Verfahrgeschwindigkeiten zu erzeugen.
Die Lösung des heißlaufens: 230Steps/400/200, wobei vereinzelt Schrittverluste auftraten. Ich werde versuchen die Motortunings auf 230Steps/200/200 einzustellen.
Ach ja und extrem ärgerlich war es, dass das gute Bauteil nach 2,5 h nicht zu ende gedruckt wurde, da ich an dem PC saß auf dem MACH3 läuft. Vom Mozilla Browser auf Mach3 geklickt und das Programm hat einen Ratterer an der Maschine erzeugt-> Schrittverluste und alles umsonst.
P.S. Die Steuerkarte + Mach3 läuft mit einem Kernelspeed von nicht 35kHz sondern 100kHz, wobei dieser wieder ein bisschen zu hoch ist.
Nachtrag: Das Problem des kurzen hängenbleibens von Mach3 trat nur bei höheren Kernelgeschwindigkeiten auf. Bei 35kHz tritt das Problem nicht auf.
Meine Bestrebung hohe Verfahrgeschwindigkeiten zu erreichen sind an ihre Grenzen gestoßen. Egal welche Parameter ich optimiere, sei es der Kernel, die Verfahrgeschwindigkeit, die Motorbeschleunigung, der Vorschub...uvm. Ich kann maximal mit 1100 mm/min = 16,7 mm/s verfahren. Der Grund hierfür liegt bei der Steigung der Trapezgewindespindeln TR10x2 mit P=2 ist diese einfach zu gering. Falls ich Vorhaben werde die Geschwindigkeiten weiter zu optimieren, sehe ich mich gezwungen auf Trapezgewindespindeln mit höherer Steigung, z.B. 12x6 oder Kugelgewindetriebe umzurüsten. Wer sich einen 3D Drucker aufbauen möchte sollte hier auf keinen Fall sparen und gleich zu Kugelgewindetrieben (Kugelumlaufspindeln) greifen, da Sie sonst doppelt kaufen. Ich kann mir sehr gut vorstellen, dass die Messing oder Kunststoffgewindemuttern bei hohen Drehzahlen warm bzw. heiß werden, was zu Genauigkeitsverlusten führen würde.
Die maximale Verfahrgeschwindigkeit mit 16,7mm/s ist wirklich nur für typische Fräsarbeiten und Gravierarbeiten im Hobbybereich akzeptabel. Bei einem gut ausgelegten 3D-Drucksystem können Verfahrgeschwindigkeiten von bis zu 300mm/s und mehr erreicht werden. Hierfür wird aber ein "Airtripper" - Bowdenextruder und eine Leistungsfähige Heizpatrone benötigt.
Nachtrag 24.12.2014: Die Fräse läuft bei gleichen Komponenten nun mit 1500 mm/min. Steuerkarteneinstellungen wurden auf 50% Decay, 1,8A Motorstrom und Eingangspannung wurde von 34V auf 36 Volt erhöht. Schrittmodus liegt bei 1/8. Die größte Auswirkung auf die Geschwindigkeit hatte die Eingangspannung.


Kommentare
Kommentar veröffentlichen